さて、先週のつづきですが、まずはこちらのページを参考に切削データの作成に取り掛かりました。
かなり詳しい解説をしてくれていますので迷うところはあまりあれませんでしたので、詳細の手順については上記割愛します。
私がやってみて、うまくできなかったところを書いておこうと思います。
まずは、ガーバーデータをFlatCAMに取り込んだ後に、画像を反転しするのですが取り込み直後は、ドリル穴とパターンの位置はあっているのですが、反転するとドリル穴がずれてしまったり、パターンと穴は合ってもどうも座標がズレてしまうので、結構悩みました。
かなり詳しい解説をしてくれていますので迷うところはあまりあれませんでしたので、詳細の手順については上記割愛します。
私がやってみて、うまくできなかったところを書いておこうと思います。
まずは、ガーバーデータをFlatCAMに取り込んだ後に、画像を反転しするのですが取り込み直後は、ドリル穴とパターンの位置はあっているのですが、反転するとドリル穴がずれてしまったり、パターンと穴は合ってもどうも座標がズレてしまうので、結構悩みました。
最初に取り込んだ時は正常です。


次に失敗したとき①
原点が左にずれています。
 失敗②
失敗②
ドリル穴が開いません

結局、やり方があっているか不明ですが下図のような設定でうまくいきました。原点が左にずれています。

ドリル穴が開いません

①ドリル穴を反転

②パターンを反転

次に、ドリル径がやけに小さい事に気が付きました。
どうもインチ設定となっているようです。
設定場所が中々見つからず苦労しましたが下の場所にありました。
下記の2か所を変更すればミリに変更できました。


ドリルデータをG-CODE化したときに失敗したポイントは
ドリルの刃の降りていくスピードが速すぎて刃が暴れてしまい小さなパッドは
無くなってしまいました(;^_^A
ということで、Feed rate設定を「 50」→「15」に設定しましたが遅すぎましたので
最終時に「30」に設定しました。
次に、ドリル径(Tools)を1.0mmしか持っていないので、この「1.0」だけを
選択してG-CODEを生成しましたが、こではG-CODE化するドリル径を選択
するようですので、すべて選択するのが正解のようです。
次に、穴の深さ設定(Cut Z)を1.6t基板ですので-1.7にしましたが皮一枚残して
貫通していないところが出てきましたので、「-1.8」以上を設定した方がよよさそう。
貫通していないところが出てきましたので、「-1.8」以上を設定した方がよよさそう。

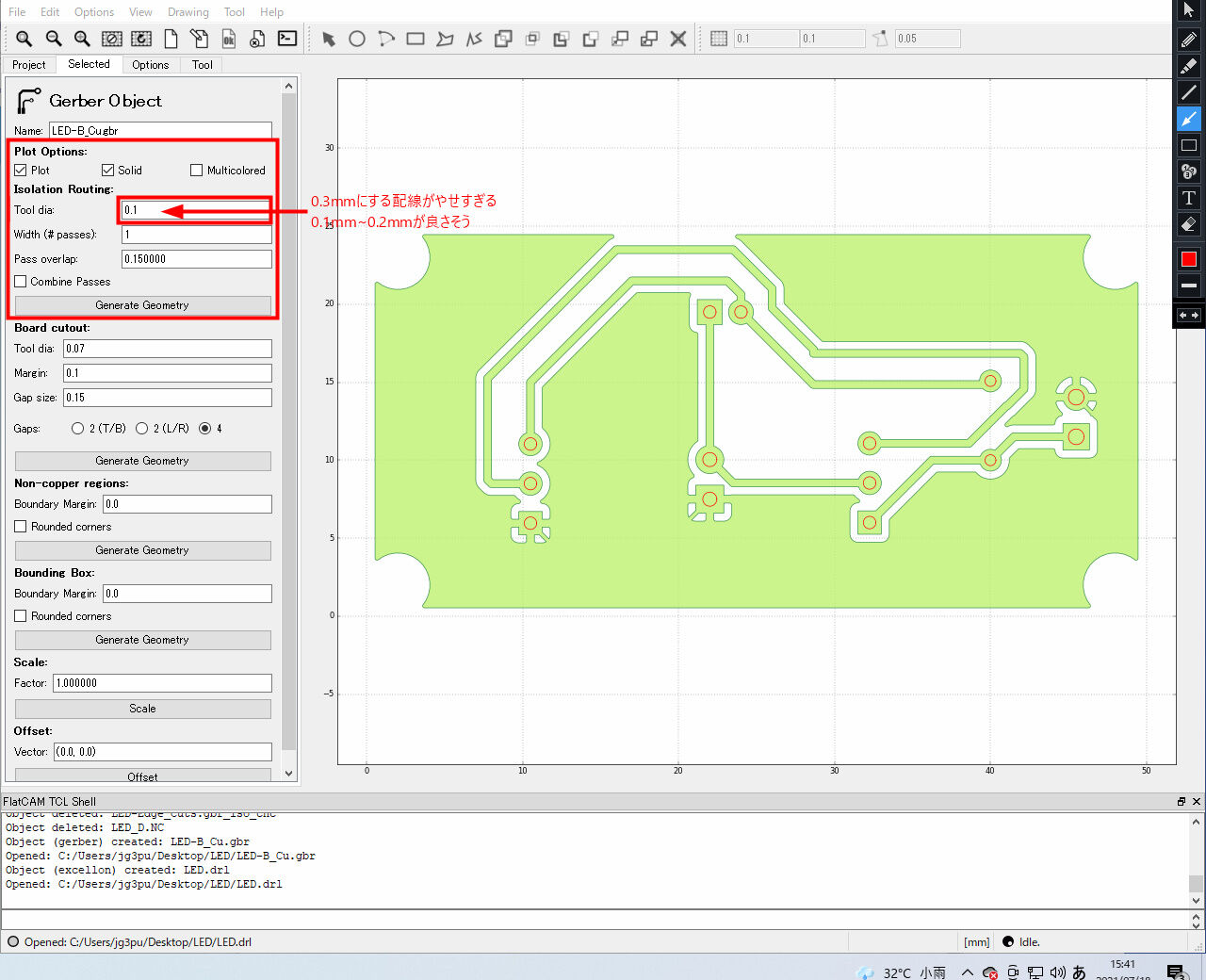
次に、パータンデータをG-CODEですが、「Tool dia」ですが、
今回使用したエンドミルは付属していた30°0.1mmの物を使いましたので0.1を設定すれば
良いのかと思いましたが30°の扇形のエンドミルですので切削すると0.3mmくらいになるのではないかと思い「0.3」設定しました。
今回使用したエンドミルは付属していた30°0.1mmの物を使いましたので0.1を設定すれば
良いのかと思いましたが30°の扇形のエンドミルですので切削すると0.3mmくらいになるのではないかと思い「0.3」設定しました。
実際に切削してみたところパターンが痩せてしまい断線はしていないものの、心細い配線になてしまいました。ということで「0.1」設定し切削。
今度は綺麗に切削できましたが、実際のCADデータは0.5mmですが、少し太ってしまいました(;^_^A
今度は綺麗に切削できましたが、実際のCADデータは0.5mmですが、少し太ってしまいました(;^_^A
「0.2」あたりが良さそうです。

最後に基板カット設定ですが、FlatCAMには基板カット線を自動生成してくれますが
今回は四隅の穴を外形レイヤに書いていますのでパターンと同じ方法で作成しました。
ここも、ドリル設定と同じでCutZは-1.7では貫通しなかったので、
-1.8以上を設定する。
また、居漬けるポイントとしては、「Multi/Depth」のチェックを入れて「Depth/pass」に「0.4」を入れる事を忘れずに!! (Depth/pass→0.4mm切削を5回繰り返すことになる)
また、居漬けるポイントとしては、「Multi/Depth」のチェックを入れて「Depth/pass」に「0.4」を入れる事を忘れずに!! (Depth/pass→0.4mm切削を5回繰り返すことになる)
上記設定で切削した結果はこちら

裏側 薄皮が残った
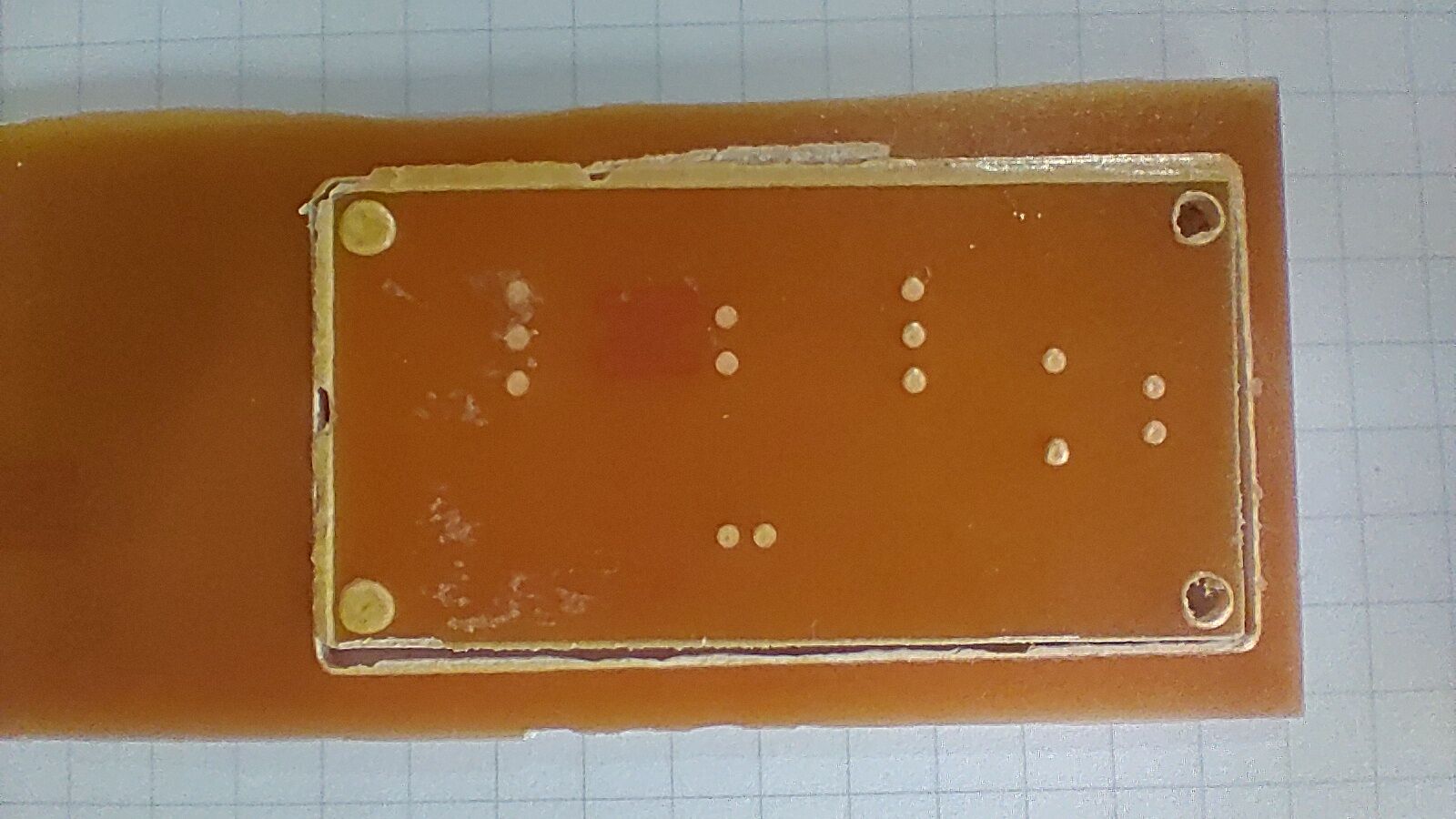
ヤスリでバリを簡単に取り除きドリルで貫通させると
それなりに綺麗に仕上がりました。

この基板の切削時間は準備も含めて約1.5h~2.0h程度でした。
ただ、
基板切削を2週に渡り試してみて、簡単な基板は、蛇の目基板の代替えになることがわかりました。
ただ、
今回の一連の切削で騒音はパターン線を切削中はマシですが、基板カットは、結構騒々しいです。
やっぱり防音対策を必須だと感じました。
4連休を利用して防音と防塵対策と、棚を買って置き場所を確保したいと思っています。
4連休を利用して防音と防塵対策と、棚を買って置き場所を確保したいと思っています。